





球墨铸铁管道壁厚应小壁厚和小壁厚设计的0 ~ 10%。许可证加工销以达到要求的壁厚。如果接口设计进行了类型测试供应商检验报告和至少十年的连续使用只需有不利影响的接口密封类型测试的设计更改。接口类型的约束测试应符合ISO10804-1的条款。
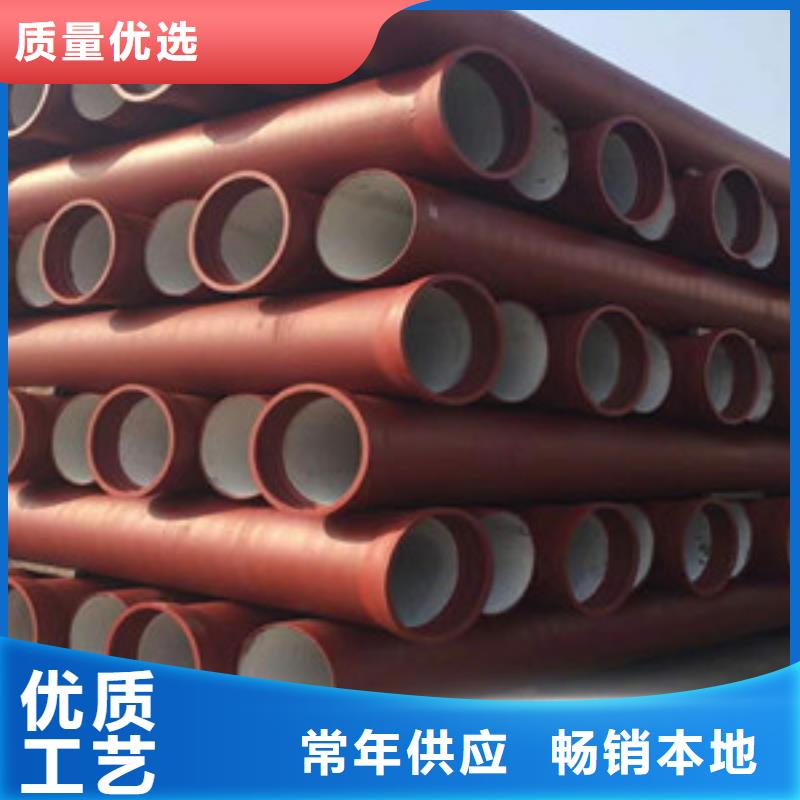
聊城格瑞管业是一家生产球墨管,球墨铸铁管及管件,球墨井盖的专业化大型企业。球墨铸铁管的接口设计应进行密封类型的实验以确保即使在不利的铸造公差和接口条件、内外产生了一定的压力也可以密封好。 球墨铸铁管类型测试套接字之间的 差距密封面(小和 socket套接字连接)应当设计 的差距和 间隙- 5% ~ 0套接字可以在里面进行表面加工以满足需求。所有套接字与套接字类型应该执行测试由于针端面大于2倍的公称直径距离
球墨铸铁管来说,到目前为止,锌加沥青的外防腐应是 的也是基本的防护材料。对于腐蚀性较强的地区的管道铺设,可以在基本防护层的基础上,外加聚乙烯膜套,或聚亚安酯涂层,或聚乙烯涂层等形式,来进行特殊保护。 防腐技术的提升,也就证明,或者可以说是一次技术的更新。安装准备:开挖管沟前,首先要考虑回填时沙土能够填充到管底部位,保证受力均匀。挖掘接口处沟槽时,尽量留出相应的操作空间,保证安装连接时操作方便,施工安全。 除特殊情况外,管沟应是直线,沟底应同一平面。用机器挖沟时,沟槽底部应留20cm-30cm厚的土层暂不开挖,应人工清理至标高。 球墨铸铁管行业也又有了一定的改变,

目前焦化企业采用烟气再循环装置+中低温SCR工艺(或活性炭协同治理工艺),可将氮氧化物控制在150mg/ m³以下。要将焦炉烟气氮氧化物控制在130mg/ m³以下,达到本标准的要求,企业需进行技术改造,通过提升焦炉烟气温度、增加催化剂层数等实现达标排放。据测算,《钢铁工业大气污染物超低排放标准》实施后,全省钢铁行业颗粒物、二氧化硫、氮氧化物削减比例分别为15.9%、64.8%、64.9%。《炼焦化学工业大气污染物超低排放标准》实施后,全省焦化行业颗粒物、二氧化硫、氮氧化物削减比例分别为23.0%、56.7%、59.1%。球墨铸铁管在生产中就进行了内外防腐处理,给用户安装带来了方便,但也增加了用户检查内在质量的难度。氮氧化物:焦炉烟气氮氧化物初始浓度一般为700-800 mg/m³(4.3米焦炉)、800-1400 mg/ m³(5.5米焦炉)。

这种缺陷只有消失模中有,这是由它的充型特殊性造成的。如前所言,消失模属实型,造型材料使用干砂,砂粒之间没有粘结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断气化,不断充型。消失模气化过早会使铸型溃散;过迟,气化后的气体不断排出。球墨铸铁管件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。在一个浇注系统有两个以上的球墨铸铁管件时,在相邻的两个铸件中,其中一个铸件的壁厚增加而另一个铸件的壁厚减小,更有甚者两个铸件一个铸件出现大孔洞,而另一个铸件局部增厚一倍。
